
Advantages of the Use of Bioethanol
 Renewable fuel, obtained from Biomass i.e Agricultural wastes
Renewable fuel, obtained from Biomass i.e Agricultural wastes- Low toxicity, in comparison with petrol fuel
- Biodegradable and least environmental consequences if spills
- Lower emissions of contaminants: carbon dioxide and water
- Lower health risk, due to reduced emissions of carcinogenic substances
- No sulfur dioxide (SO2) emissions
- Automobiles and power generator can easily resonate with bioethanol
- May be blended with diesel fuel at any proportion; both fuels may be mixed during the fuel supply to vehicles
- Excellent properties as a lubricant
- The raw material available in abundance and cheap
- Easy and less process require to obtain bioethanol
Tetstimonials
Products

Green Hydrogen

Green Ammonia

Biodiesel

Bio ethanol
.jpg)
Bio CNG

Fuel Cells

Hydrogen Power Generator
Features
Conversion of 1st generation bioethanol
Conversion 7 technologies of this bioethanol based on sugar and starch containing feedstock are well-developed and already used in an industrial scale. The preparation of this conversion technology needs to be distinguished from the preparation of the conversion technology of 2nd generation bioethanol: the crop is ground in a mill, heated and water with enzymes for saccharifying is added. Step two to four are the same again. To get the fermentation started yeast is added to the mash. By fermentation the sugar is converted into ethanol and CO2. This biological fermentation process is technically mature and commercially available. The third step, the distillation is to separate and to concentrate the resulting ethanol from the water. The last step is a conditioning-step. It is usually dehydration of the bioethanol, but highly depending on its final application.
Conversion of 2nd generation bioethanol
2nd generation 8 biofuels comprise a wide range of novel biofuels based on new feedstocks like novel starch, oil or sugar crops such as Jatropha, cassava or Miscanthus. 2nd generation bioethanol is produced from lignocellulosic materials. This is any organic matter which contains a combination of lignin, cellulose and hemicelluloses, which includes agricultural wastes e.g. wheat straw, rice straw, Sorghum straw, corn stalks, soybean residues and sugarcane bagasse, waste from the pulp and paper industry, forestry residues and municipal solid waste.
Raw Materials for 2nd Generation Bioethanol Production
The raw materials for bioethanol production are Used lignocelluloses: the main insoluble components of plant biomass, consisting of complex mixtures of cellulose, hemicelluloses and lignin. These natural polymers are abundant in diverse waste materials, inter alia agricultural wastes e.g. wheat straw, rice straw, Sorghum straw, corn stalks, soybean residues and sugarcane bagasse, waste from the pulp and paper industry, forestry residues and municipal solid waste. Indeed, lignocelluloses account for a large amount of the biomass in the world, and interestingly wheat straw contributes with approximately 688 million tons.
Lignocellulose wastes are promising substrates for bioethanol production, because they are cheap and very abundant and do not compete with food production. Cellulose is the most predominant polysaccharide in the plant cell wall, consisting of glucose chains. Corn stover, rice straw, sorghum stalk and sugarcane contain 40, 37, 45 and 40% of cellulose on a dry weight basis, respectively
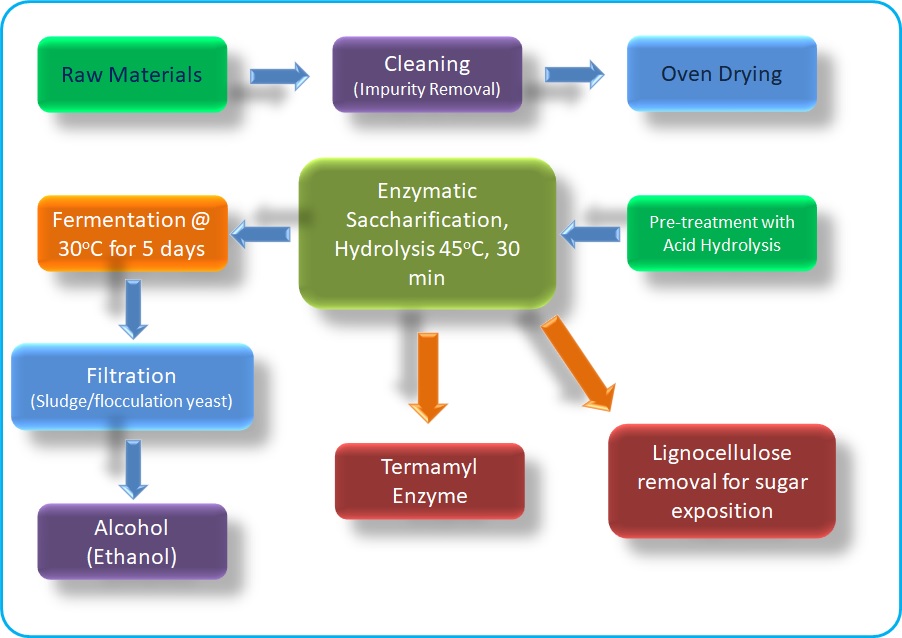
Chopping and cleaning of Raw Material
Corncob, cornhusk, cornstalk, sugarcane bagasse and sugarcane bark were collected and processed. The sugarcane bark was separated from the bagasse by scraping off the bark using a cutting machine. The sugar juice was then mechanically squeezed out to obtain the baggasse which is the residual dry fiber of the cane after cane juice has been extracted. The raw material is chopped in small pieces so that cooking and liquification will become easy and time efficient.
Pretreatment of the cellulosic waste products
The chooped agri waste is oven dried and at 35-40oC. The Chopped agri waste then crushed so that fiberes can get separate.
The Acid treatment using appropriate acid e.g. 5% H2SO4 or 1M HCL will done by soacking the material in it. Then acid is neutralized by treating it with 1M NaOH and washed it water thoroughly. Once washed with water then material is dried at 70oC for the 24 hours. The dried material is then pulvurised to powder form.
Acid hydrolysis wasdone to achieve delignification.
The removal of lignin was necessary for cellulose to become readily available for the enzymes produced by the yeast to convert the glucose to ethanol
Enzymatic hydrolysis and saccharification process
Hydrolysis reactions performed in autoclave the delignified product treated material is treated with 0.1 M sodium acetate buffer (pH 5.5) or culture medium. These were previously autoclaved at 121°C for 15 min. Reaction was started by addition of the filter-sterilized single or cocktail enzymes at the total protein concentration of 2 g/L. The pretreated agri waste incubated at 28°C and 120 rpm for 96 h. Hydrolysates were obtained by removal of solid fraction by filtration and its sugar concentration was analyzed by HPLC system.
Simultaneous Saccharification and Fermentation (SSF)
SSF experiments were performed pretreated agri waste suspension in medium containing yeast extract. The pH was adjusted at 5.5. Cultivation was started by inoculating fermenting fungus suspended in normal saline and simultaneously adding the filter-sterilized single of cocktail of cellulase that conditioned and then mixed at 120 rpm in an autoclave at 28°C for 96 h. The cultures were filtrated and separated supernatants containing sugars and ethanol produced by SSF.
Factors affecting the Fermentation
- Temperature
- Reaction time
- Methanol/Ethanol (Solvent) to Oil Molar ratio
- Type and Amount of Catalyst
- Mixing Intensity
- Free fatty acid and water content